
Product Highlights
Modular Assembly
According to functional requirements, the fire protection equipment is divided into a fire pressure stabilization system and a fire booster system with modular design.
The prefabricated structure only requires foundation construction and component connection on-site, reducing the construction period by up to 90%.
Highly Integrated Equipment
Integrated design combines water pumps, pipelines, valves, and other components into one complete system, reducing floor space and improving space utilization by 30%.
The equipment is also integrated with IoT functions.
Convenient Maintenance
Components can be independently replaced and upgraded. The system is easy to disassemble and assemble, making future maintenance and component updates more convenient.
Intelligent and Remote Control
The intelligent monitoring system supports remote start/stop, real-time monitoring of current, voltage, and water pressure, with automatic data recording and storage.

Challenges of Traditional Fire Pump Rooms
Long Construction Period
Water pumps, pipelines, valves, and other equipment are traditionally installed, welded, and commissioned on-site. Multiple trades work simultaneously, requiring extensive coordination and resulting in long construction periods.
Large Space Occupation
To facilitate on-site construction, water pumps, pipelines, and valves are installed separately, leading to large overall space requirements.
Complex Operation and Maintenance
Traditional systems mainly rely on manual operation and maintenance, making operation inconvenient and inspection standards difficult to guarantee.
Solution
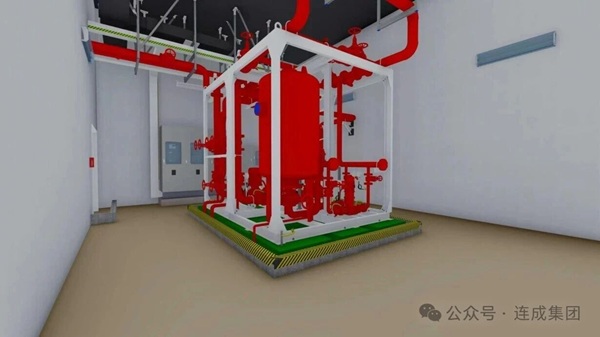
The “Prefabricated Integrated Fire Pump Room” adopts a “factory manufacturing + integrated system” model, transforming engineering construction into product assembly. This approach not only ensures the quality of fire protection products but also shortens project construction cycles, making it a new choice for urban fire safety.
“Prefabricated” means that the fire pumps, control cabinets, inlet and outlet valve groups, pressure switches, inspection and testing valve groups, and performance testing pipelines are modularly assembled in the factory, while only final assembly is required on-site. This method transfers 80% of traditional construction work to the factory, greatly improving production quality and installation precision.
“Integrated” refers to combining independently installed systems such as pumps, motors, and pipelines into a single “integrated fire protection unit” through modular design. Through overall transportation and installation, the occupied area is only one-third of that of traditional pump stations. Meanwhile, IoT functions enable automatic operation, maintenance, and inspection.
Comparison Between Prefabricated and Traditional Fire Pump Rooms
Performance and Advantages
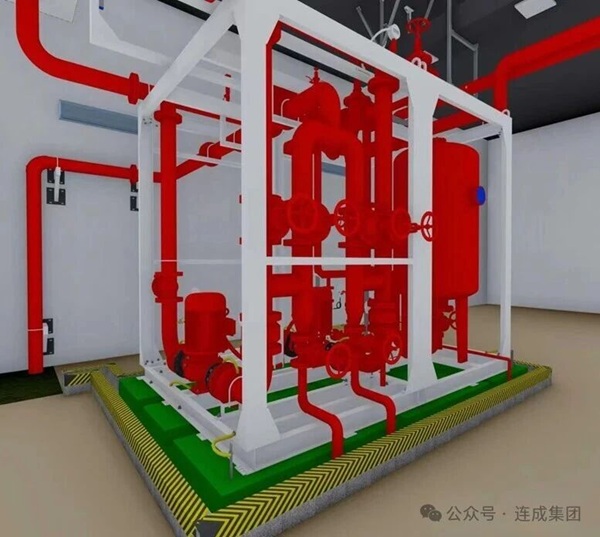
According to equipment functions, the fire water supply equipment is divided into a fire pressure stabilization water supply module and a fire booster water supply module.
Each module integrates water pumps, pipelines, valves, instruments, and other components into a unified frame structure. The pipelines inside the frame are connected externally through standardized interfaces.
The fire pressure stabilization module and booster module can be connected by bolts to form a complete integrated system. Compared with traditional pump rooms, overall space utilization can be improved by 30%.
Both modules can be transported independently as complete units. After transportation to the site, they can be fixed to the foundation using expansion bolts. Compared with traditional construction methods, the installation period can be reduced by 90%.
The system is equipped with an automatic inspection device for automatic fire pump inspection and control. Inspection cycles and inspection times can also be adjusted according to actual requirements.
The equipment features sound and light alarm functions as well as fault recording functions. Recorded faults such as short circuits, phase loss, overcurrent, overvoltage, undervoltage, and communication failures facilitate maintenance and troubleshooting for operators.
- Fire Pressure Stabilization Water Supply Module -
- Fire Booster Water Supply Module -
Industry Development and Future Trends
From traditional on-site installation of scattered components to prefabricated integrated equipment, prefabricated integrated fire pump rooms align with the development trend of fire protection equipment toward “factory-based production, intelligent operation, and high efficiency.”
This equipment not only solves the problems of inconsistent product quality and long construction cycles but also enhances system safety and reduces operation and maintenance costs through IoT technology.
In the future, with the integration of more innovative technologies, prefabricated fire pump rooms will become the “standard configuration” of fire protection systems, safeguarding urban safety.
Post time: May-22-2026